In recent years, the newly-designed paper machine adopts the K-type vacuum press. The press has many advantages, which can greatly improve the dryness of the wet paper sheet, reduce the possibility that the wet paper sheet will be crushed, and allow the wet paper sheet to have more High moisture content, high line pressure, extended felt life, reduced wet paper breaks, and more.
In Guangdong, many manufacturers use liner pulp as waste pulp to produce linerboard. After the paper sheet is dehydrated by the K-type vacuum press, sometimes there will be regular hole-type stains on the paper surface, which affects the appearance of the paper sheet. K-type press generally consists of three press rolls (Fig. 1). The vacuum press roll and blind-hole roll form a nip. The vacuum press roll and stone roll form a two-pressure zone, commonly known as a three-roller and two-pressure zone. During use, the upper end of the vacuum roll is covered with a blanket, and the lower end of the blind roll is covered with a lower blanket. A paper with a higher moisture content is a pressing area for advanced double blankets. In a nip, the pressure of the part corresponding to the press hole of the blind hole is low, and the pressure of the part corresponding to the hole part is high. Under the pressure gradient, the paper sheet is deformed from around the hole to the hole, and the water flow carries the fine components toward the hole. On the corresponding paper page of the hole, these fine components are deposited, thus making it here. With high density and large water content, the “shadow†corresponding to the pressing hole is formed, which is called the cardboard stain.
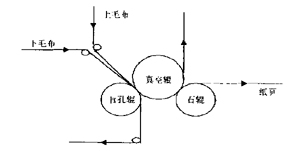
Figure 1 K-type press layout is not intended
Since there is a distance from one nip to the other nip, the upper blanket is generally thinner than the lower one, and the paper sheet is transferred from a lower nip to an upper one. The paper leaves a pressing zone, changing from two blankets to a blanket. Under the suction of the second vacuum chamber of the vacuum roller, the paper is absorbed on the corresponding page of the hole due to the effect of the air flow, and the water flow carries the fine components. (Including the dye) is drawn through the sheet and the upper felt, while the corresponding part of the hole remains unchanged. According to the above analysis, after the paper sheet is squeezed and pumped by a nip, it is subjected to a strong suction effect from a nip to a pressure range, and the airflow is sucked away with moisture and fine components. Therefore, at this stage, the following three conditions may occur on the paper sheet: 1) The color darkness of the hole formed in a pressure zone is significantly reduced; The stain formed in a nip remains unchanged; 3. The color of the hole has been re-formed and the hole has a deep color.
The following factors have a certain influence on the stain on the cardboard paper.
1. Dyes, due to the use of dyes, increase the fine components of the paper sheet, plus the color of the dye. If the dye deposits on a certain part of the paper sheet, the density will increase here, resulting in obvious stains. . Therefore, in general, papermaking is best not to use dyes. If dyes must be used, it is best to choose dyes that have a good affinity for papermaking fibers, or to change the dyeing in the paste to surface sizing or other dyeing methods.
2. The degree of beating of the paper stock is high, and it is difficult to filter the water, so that the moisture content of the paper sheet before entering the press is high, and the stain is easily caused.
3. The -fLIll of the vacuum press roll is large, which is beneficial to dehydration, but should not be too large, the larger the aperture, the larger the stain, the more obvious.
4. The thickness of the upper blanket should be moderate, too thin will make stains worse, excessive thick air permeability will hinder dehydration.
5. Blankets are dirty and poor drainage can make the spots worse.
6. The moisture content of the paper at the press inlet is high, and the paper sheet is easily deformed by pressure while the water concentrates a large number of fine components (including dyes) toward the hole. After passing through a nip, the water fork carries fines with low affinity to the fibers. The components are drawn away, and it is possible to form a distinct stain.
7. If the speed is too slow, there may be more spots. Due to the fact that the stain is mainly due to the slow speed caused by pressing and vacuum suction and the long suction time, there are many opportunities for the fine components to be drawn away, and the formation of stains is remarkable.
8. A nip line pressure and vacuum: a nip line pressure should not be too high, too easy to produce a large water pressure. The vacuum effect of the vacuum press just draws out the air in the hole in a pressure zone to facilitate the drainage of the nip, and between a pressure zone and the second pressure zone, under the suction of the second vacuum chamber, a large amount of air Water and fine components are discharged. Therefore, the degree of vacuum should not be too large, and the relationship between the degree of vacuum and pressure must be properly adjusted during the operation.
9. The paper has a low basis weight and it is easy to form stains on paper. Therefore, the pressure and vacuum of thick paper and thin paper are different. Under normal circumstances, the vacuum of thin paper should not be too high.
1O. The thicker the noodle is, the more serious the stain is. Reasonable use of a good K pressure zone, a positive pressure and a positive pressure, is beneficial to minimize the formation of stains (shadows) on the sheet before the K pressure zone. Before the paper sheet enters into the K pressure zone, because of the significant difference between the paper sheet deformation and the water content between the hole and the hole, if there is no treatment, the stain will be quite obvious. However, the moisture content of the paper sheet before entering the K pressure zone is generally around 70% to 75%. If the moisture content of the sheet is reduced to about 50% to 55%, a large amount of water should be taken off in the K pressure zone, a positive pressure, and a positive pressure. Therefore, a reasonable use of the K pressure two pressure zone, a positive pressure and two positive pressure, so that the paper sheet under the pressure gradient pressure, in a large number of pages off the water while making the entire sheet flat and uniform moisture. The effect of mitigating stains (shadows) is quite significant.
In the K pressure zone, because the press line pressure is larger than the K pressure zone, the paper sheet has only a thin upper felt pad, and the two nip vacuum chambers are connected and the vacuum suction force is the same. K pressure a pressure area the same reason. Under the pressure gradient, the paper sheet is deformed by the hole around the hole. The water flow again carries tiny components (including dyes) concentrated toward the holes.
From the K-pressure zone, the paper sheet enters a positive pressure and a positive pressure. Due to the pressure of a positive pressure and the pressure of the two positive pressure lines, the large amount of water can be removed from the sheet, and the deformation can be substantially eliminated. The moisture of the entire sheet (mainly the hole formed between the K-pressure and the hole) Uneven moisture will also be distributed evenly.
such. Through the dewatering and finishing of the press section, the stain on the sheet will be reduced to the lightest level.
The solution to the problem of box stains is as follows:
1 Change the dyeing method of the slurry or use a dye that has a good affinity for the fiber.
2 Use thicker upper blankets to enhance the cleanliness of the blankets and improve the dryness before entering the K pressure.
3 Try to increase the press pressure of a positive pressure and a positive pressure, and reduce the moisture in the dry part of the sheet, so that the entire sheet of paper is evenly distributed.
4 If the hole is lighter in color and the hole is darker, increase the pressure of the K-press press line and reduce the vacuum in the second vacuum chamber of the vacuum roller.
5 If the hole is darker and the hole is lighter, reduce the K pressure press line pressure and increase the vacuum in the second vacuum chamber of the vacuum roller.
Source: Panyu Tanzhou Huayue Resin Factory