Using mathematical model to design the process parameters of steel drum crimping
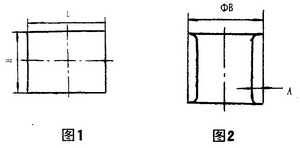
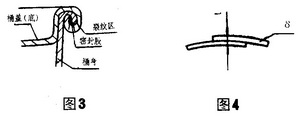
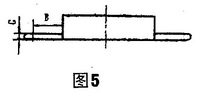
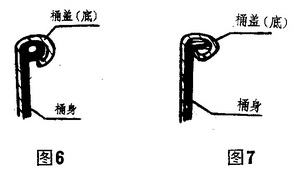
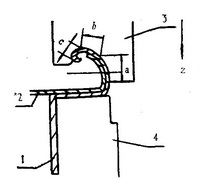
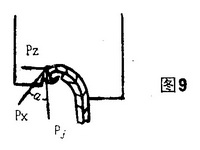
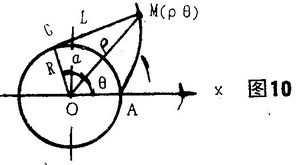
Using mathematical model to design the process parameters of steel drum crimping Zhang Shiqiang, the 7434th factory of the Chinese People's Liberation Army The crimping of the steel drum is the key to its sealing performance. The quality of the product and the function of anti-leakage depend on whether the matching of its process parameters is reasonable or not. Based on the experience and painstaking research of the 150L yellow phosphorus barrel product quality fluctuations in recent years, the following design theories are proposed. First, the main factors affecting the quality of steel drum sealing There are three main factors affecting the quality of steel drums: the adjustment of equipment and the grade of materials, the matching of process parameters and processes of semi-finished products, and the quality of personnel. This article only discusses the process and parameters of steel barrel crimping. The steel drum is sealed into a finished product by three pieces of semi-finished products, such as a barrel body, a bucket lid and a bottom of the bucket. 1. Cutting and trimming of the barrel In the blanking of the barrel, the height dimension H of the barrel is a critical dimension which is related to the nominal size of the finished product and the flange size A, as shown in Figures 1 and 2. The deviation of the size H value cannot be greater than 1/3 δ (δ is the material thickness). If the H value is increased, the value of the flange size A must be increased in the case where the nominal size of the product is constant. After the barrel and the lid of Fig. 2 and the bottom of the bottom are formed, the iron tongue will appear. In the fine roll forming, the fine roller will extrude the material in the roll layer to form micro cracks. Under the gravity impact of the drop test, the flanging of the barrel body will cause cracks, and the liquid liquid will leak through the layer, as shown in Fig. 3. Similarly, if the value of H is small, the value of A is reduced, and the process parameters are small. When the package is formed, due to insufficient winding, it can only be tightly engaged with the lid of the bucket and the bottom of the bucket. During the drop test, the barrel body and the lid of the bucket and the bottom of the bucket under the impact of gravity caused a large deformation, causing the wound layer to break. At the same time, the sealant loses the sealing area, causing the internal liquid to leak. The A value is a key process parameter and should match the pre-rolled dimensions of the lid and bottom. The longitudinal weld thickness t of the barrel is also a critical dimension, see Figure 4. According to long-term practice and related references, the thickness is t≯δ+(0.05 å0.15) mm. If the value of t is too small, it is easy to break down during seam welding, causing the weld to leak. If the value of t is too large, the material of the barrel is not easy to flow to the center of the layer when the bead is formed. In the case of plastic deformation, the wound layer is broken or broken, and leakage occurs. 2. Semi-finished size of the lid or bottom The key dimensions of the lid or bottom of the barrel are B and C, see Figure 5. If the B value is too large, the coil will have a cavity when it is wound, that is, it cannot be tightly engaged with the barrel body, and there is no sealing area or poor formation, and leakage occurs; if the B value is small, the number of layers of the winding layer is insufficient, and Engage with the barrel. During the drop test, a leak occurs due to tearing or peeling of the wound. Only a perfect match of size A and B is a good fit. Prerolling is very important. The five-layer crimping is to reduce the load on the sealing wheel, so that the load of the equipment is even and the life is improved. Seven-layer curling, pre-rolling is an essential process. The deformation and hemming mechanism of the seven-layer crimp is more complicated. The size of its C value directly affects the center of the wound. If the C value is small and the package cannot be bitten, as shown in Fig. 6, if the C value is too large, a good roll layer cannot be formed, as shown in Fig. 7. Therefore, the C value of the preroll is the key to the shape of the roll. 3. Effect of the winding wheel curve The reeling wheel is used for the barrel body and the lid of the barrel, and the bottom of the barrel is sealed. The sealing process cannot be completed without the groove curve that matches it. If this process can be completed, the roll layer will have no good appearance and the required number of layers, so it is very important to design the shape of the grooved curve of the winding wheel. Without a good trough curve design, the sealing quality of the steel drum can never be solved. Second, the principle of the winding 1. Crimping process (1) Formation of curling Referring to Fig. 8, two reeling wheels 3 and a reel 4 having different curved shapes are used for crimping. The head roll sealing wheel 3 is lowered, and the barrel body and the lid of the barrel and the bottom of the barrel are continuously rolled, so that the bottom of the barrel lid is deformed along the curve of the winding wheel, and the barrel body is again supported by the barrel lid and the bottom of the barrel. The power is deformed. The two workpieces are elastically deformed and plastically deformed one after another to form a bead. The two-way reeling wheel completes the compaction of the wrap and the trimming of the crimped profile. Figure 8 1- Bucket cover, bottom, 2 barrels more 3--rolling wheel more 4--roller. (2) Deformation process of the curling edge The winding wheel of Fig. 8 has three sections of curves: the a section is the introduction of the oblique section, the multi-b section is the transitional arc material elastic deformation section, and the c section is the crimping working section. Initially, the winding wheel is moved downward, and the curling part of the bucket lid and the bottom of the bucket enters the wheel groove of the head winding wheel, enters the b section through the guiding oblique section a, and the sealing wheel continues to move downward in the b section. Deformation, with the downward movement of the winding wheel and the b-segment curve, plastic deformation occurs in the segment c, and the number and shape of the layer are substantially completed. The encapsulation process is completed after the second reel of the second reel and the trimming of the bead. Section c is the key curve segment that completes the curling and number of layers. The three sections of a, b, and c are smoothly connected, and the size of the bucket lid, the bottom of the bucket B, C, and the flange size of the bucket are matched to complete the crimping process. 2. Stress analysis According to the analysis of the above crimping process, as a force diagram, see Figure 9. When crimping, the winding wheel receives the tangential force Px along the edge of the barrel, the radial component force PY pointing to the central axis of the steel drum, and the axial rotational force Pz pointing to the cylinder of the steel cylinder. According to the theorem of space mechanics, the combined force of the winding wheel P=√(Px2+Py2+Pz2) vector sum. In the design of the roller, Pz≈O, so P=√(Px2+Pz2). During the deformation of the material, the pressure angle of the angle between the pressures PY and Px is varied. If the pressure angle is large, the power of P is large. On the contrary, if α is small, P is small. In the crimping process, the pressure angle is not changed much. If the change is too large, the deformation of the material is sharp, and the winding layer is not easily generated. If it does not change, the curve wear of the sealing wheel is increased, and the working life is shortened. Therefore, we must choose a reasonable mathematical model and carry out comprehensive design. Third, establish a mathematical model 1. Claim According to the analysis of the above-mentioned crimping principle, the shape of the curve of the groove must satisfy the following conditions: (1) The radius of curvature changes from large to small, as shown in Figure 8. (2) The three-segment curves of a, b, and c must be smoothly connected. (3) The pressure angle changes from section a to section b from small to large. (4) It is easy to make drawings and machining curve shapes in design and processing. According to the above requirements, among the many curves, a circular involute is selected. 2. Applying mathematical concepts to build equations (1) Definition of circular involute: When a line is purely scrolled on a circle, the trajectory at any point on the line is the involute of the circle. The circle is the base circle of the involute. (2) Drawing Figure 10 is based on the definition and nature of the involute. The arc length AC is equal to the length of the line segment MC, and the line segment MC is tangent to the base circle C point. (3) Introduce the equation: (slightly) 3. Determination of radius of base circle R (slightly) 4. Apply the mathematical model to establish the formula for calculating the size B of the lid, the bottom, and the size A of the body. (slightly) The above is the established mathematical model. 1. Design the groove shape of the winding wheel with the involute pattern (slightly) 2. Calculate the barrel flange size A and the lid or bottom size B. (slightly) 3. Determination of the pre-roll radius (slightly) Fourth, use the above formula to design and calculate (slightly) V. Conclusion The curve shape designed by the above method can meet the process requirements of the five-layer crimping. In practice, this theoretical design needs to be continuously improved. That is to ensure the quality of the five-layer crimping, and it is the basis of the seven-layer crimping research. Our factory redesigned the curve shape of the reel by using the above theory and improved the quality of the steel drum. Successfully passed the joint inspection of the State Administration of Commodity Inspection and the Ministry of Railways in the southwest. Note: Due to the large number of formulas in this article, it is not easy to edit in web pages. If you have a full-text friend, please contact us. Helper Food Machinery is one of the most professional noodle equipment manufacturing and R&D enterprises in China. We provide a full set of solutions for fresh noodles, frozen cooked noodles, LL noodles, semi-dry noodles, dry noodles, Chow mein noodles, etc. Our noodle production line has not only won the recognition of major Chinese noodle customers, but also exported to the United States, Germany, and other countries. The noodle line mainly includes pre-processing equipment, including kneading, rolling, aging, sliting, etc., as well as further-processing equipment, including steam cooking, quick-freezing, sterilization, acid water rinse and other equipment. Boiled Noodle Production Line,Noodle Production Line,Frozen Cooked Noodles Making Machine,Fresh Noodles Line Helper Machinery Group Co., Ltd. , https://www.helperfoodsolution.com