For example: 1 yellow ink in the color bias, containing magenta components, which absorb more of a part of the green light, so the red light reflection, green light reflection, causing visual reddening. 2 Magenta ink has a color cast that contains a yellow component, which absorbs a portion of the blue light, so the red light reflects more and the blue light reflects less, resulting in a visually reddish appearance. 3 The color bias in the blue ink contains the magenta component, so it absorbs part of the green light, so the blue light reflects more, the green light reflects less, and the visual bluishness is caused.
Through the measurement and calculation of a group of inks, the color shift, grayscale, and efficiency parameters of this group of inks are obtained, as shown in Table 4: the spectral characteristics of the ideal ink and the actual ink are shown in FIG. 1 and FIG.
Table 4:
Y 0.07 0.11 1.15 6 4 92
M 0.25 1.40 0.85 18 52 61
C 1\52 0\58 0\26 17 27 72
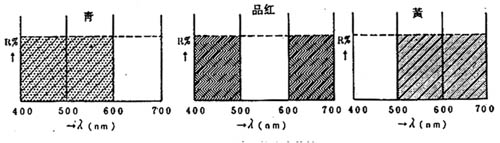
Figure 1 Spectral characteristics of an ideal ink
Figure 2 Spectroscopic properties of realistic inks
From Table 1, the magenta ink color deviation reaches 52%, the grayscale is 18%, and the efficiency is only 61%. Therefore, the color error of the ink is the main factor of color correction. In addition, there are paper and other raw and auxiliary materials, and the color error of the process conversion process.